
欢迎来到 2024澳门2024免费原料网
更新时间:2021-11-05 浏览次数:
测试夹具满足要求:
精细陶瓷三点或四点弯曲试验应采用的结构。推荐使用四点1/4弯曲结构。如果试样的平行度满足要求,则使用半可调夹具。否则应使用全可调夹具。经过加工的试样应使用全可调夹具。
注1、对于烧结、热处理以及氧化过的试样通常不具备平整和相互平行的表面。试样的扭曲会给强度评价带来严重影响,应使用全可调夹具。使用可调夹具的目的是保证夹具与试样表面保持良好接触。
注2:有轴承的全可调夹具能自由滚动以消除摩擦。每根辊棒与试样保持紧密接触。
注3:半可调夹具的一对辊棒能自由滑动与试样保持紧密接触。
辊棒
试样由辊棒来支撑和加载。辊棒可以是圆柱形的轴承或圆棒。使用金属辊棒时,对于强度可达到
1 400 MPa的试样,棍棒的洛氏硬度不应低于HRC40:对于强度可达到2000MPa的试样,辊棒的洛氏硬度不应低于HRC46。对于陶瓷辊棒,弹性模量应在200GPa到500 GPa之间,弯曲强度大于275MPa。辊棒长度应大于等于12 mm 辊棒的直径约为试样厚度的1. 5倍。辊棒表面光滑,直径的均匀性误差在士±0.015 mm。辊棒应可以自由滚动以消除摩擦。
四点弯曲结构:半可调夹具
显示了该结构中辊棒的运动。四个辊棒都能自由滚动。每对平行辊棒的距离误差不应大于0. 015 mrri。上下辊棒相互独立并垂直于试样放置。
四点弯曲结构:全可调夹具
显示了该结构中辊棒的运动。四个辊棒都能自由滚动。其中一个辊棒不需调节。另外三个辊棒应独立可调以保证与试样紧密接触。辊棒应垂直于试样放置。
三点弯曲结构:半可调夹具
显示了该结构中辊棒的运动。中间的上辊棒应固定不能滚动,两个支撑辊棒应能自由向外滚动。辊棒之间的平行度误差不应大于0.015mm所有辊棒应垂直于试样放置,保证与试样紧密接触。
三点弯曲结构:全可调夹具
显示了该结构中辊棒的运动。中间的辊棒应固定不能滚动飞两个支持(外侧的)辊棒应能自由向外滚动。两支撑辊棒中的任意一个均独立可调以保证与试样紧密接触。所有辊棒应垂直于试样放置。
辊棒的定位
辊棒定位应精确到士4. 1 mm。三点弯曲结构中,中间的辊棒应被定位在两个支撑辊棒中间位置,四点弯曲装置中两个上辊棒应放在两个支撑辊棒之间。
注:辊棒的位置可通过使用定位装置来确定。跨距用卡尺或其他仪表测量精确到0. 1 mm。也可以通过测量定位装置之间的距离然后加上(对于外测辊棒)或减去(对于内侧辊棒)辊棒的半径来确定跨距。
夹具的材料
夹具应有足够硬度以免产生永久变形。-
注:线接触载荷可能使夹具产生变形。夹具的硬度要求跟尺寸有关。如果辊棒至少12 mm长,夹具宽度是12或更宽,那么夹具应采用洛氏硬度至少为25的金属。
千分尺
使用ISO3611规定精度为0.002mm的千分尺来测量试样的尺寸。可以使用精度为0.002mm或更高的其他测量仪器。
取样方法:
1试样尺寸
1试样的机加工
试样的尺寸在已标明。梁试样的横截面的长宽公差为士D. 2 mm。纵向表面平行度公差为0.015nm自然烧结或热处理过的试试样的尺寸可能会跟所规定的有差异,但凡与规定有偏离,都应在报告中注明。
试样的加工处理
概述
试样外表加工可有不同的选择。至少受拉面的两条长边缘应像图3那样进行倒角。建议所有的四
个长的侧面都要抛光研磨。在各种的情况中,试样的末端表面不需要特殊处理。虽然表面的处理过程
不是本标准的主要部分,但建议对表面的粗糙度进行测量和报告。
自然烧结的试样(无机械加工)
烧结后的试样未经过任何机械加工。此时可以用烧结出的试样直接测试。应在烧结前做表面的研磨。
注:烧结后试样特别容易扭曲和翘曲。可能不符合中提出的平行度要求,此时应使用全可调的夹具。
常规的加工
采用常规的加工方法时要力求使样品的损伤达到比较小(使加工过程导致的表面损伤和残余应力尽可能比较小)。试样的受拉面的长边缘应像那样倒角处理。
构件匹配
试样的表面应与待测构件的表面有相同的加工工序。测试报告中应包括详细的试样加工步骤。特别磨料(树脂的、金属的、玻璃的还是其他的)和每次循环的磨削量。试样的长棱应像图3中那样倒角处理。
基本的加工方式
如果加工程序难以实现,则可以使用下面的工序。
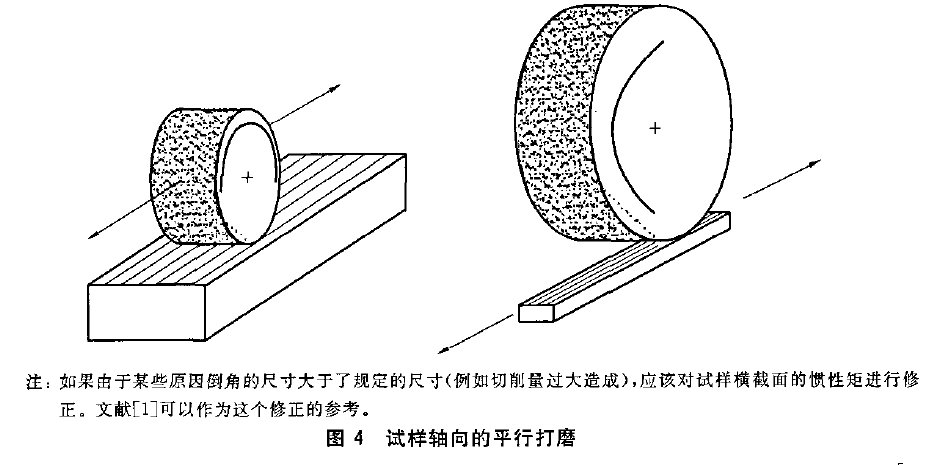
注:下面提到的加工工序只是一个参考。此方法的目的是把陶瓷的加工损伤和残余应力消除到比较小。对于某些材 料,更快和更多的切削量可能更适合。相反,某些特别脆的材料要求更少的切削量。
试样应像图4那样纵向放置
所有的研磨都应在冷却液下进行,保证工作面和砂轮都能受到冷却液的作用。研磨应分两个阶段进行,研磨材料应由粗到细。
粗糙面的打磨应采用金刚石的砂轮,砂轮的圆周误差应小于等于D. 03 mm,粗细不应超过0.0120mm,每次研磨深度不应超过0.03mm。
比较后的研磨应用金刚石的细砂轮,模数在0. 045 mm,每次打磨的深度不应大于0.0025 mm。总共应把材料表面至少磨掉0.06mm。在样品的对面要进行同样的工序。
长棱边应像图那样倒角45“比较深为0.12mm士0. 03 mm同时,也可以被倒成圆角,半径为0. 12 mm士0. 05 mm 倒角的表面应和比较终陶瓷试样表面相当。加工方向应平行于试样的长度方向。
试样的比较后尺寸应和图3保持一致。

销售总机:0531-85990007 传真:+86-531-85997770
邮箱:[email protected] Skype:[email protected]
售后电话:0531-62302272 售后:[email protected]
地址:山东省济南市槐荫经济开发区西沙路690号
版权所有:2024澳门2024免费原料网 鲁ICP备10018659-1号
